17824931944
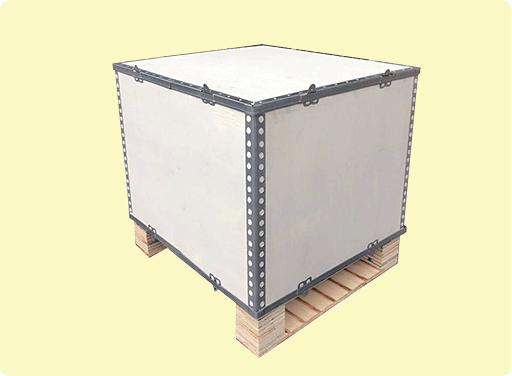
有一些木箱包装箱的面纸板在压光后表面出现了皱纹、条纹的质量缺陷。根据质量要求,纸品压光后其外观应该干净、平整、无划痕、无皱纹。
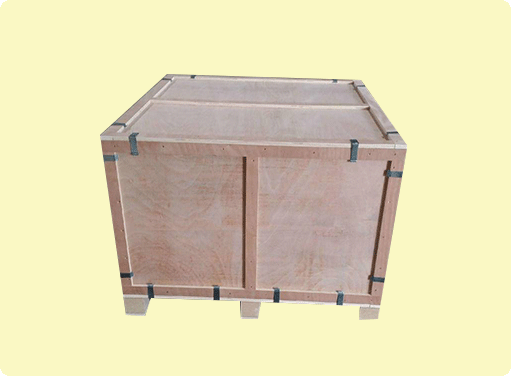
我们在压光工艺参数(如压光温度、压力、速度等等)不变的情况下,用另外一批品种的木箱包装箱面纸板压光,结果这批面纸板压光后没有出现皱纹和条纹。通过对比分析认为原因出于两种面纸板的质量差异,压光后会产生皱纹、条纹的那批面纸板其纸质相对比较差。然而,该批面纸板已经上光结束,如果因为压光后会产生一些皱纹、条纹达不到质量要求而作报废处理,则将造成无法按时交货和较大的废品损失。而如果能通过合适的补救措施进行处理,使压光质量达到要求,一则可以按时交货,二则可减少损失。

为此,我们通过几种不同方法的处理和试验,选择了其中一种有效的措施,解决了问题。方法是:把上光后未压光的面纸板再进行一次上光,之后先在压光机上热烘一次,热烘的温度与压光的温度一样,在压光机上热烘时可在不加压力、在压光机钢带传动的情况下,在出料口这一头将这面纸板放在钢带面上,通过钢带带动将面纸带进烘道而回到压光机的进料口这一头。经过这样热烘之后再按正常的压光工艺进行压光(即增加了一次上光和一次热烘)后,这批面纸板上的皱纹、条纹消失了。
通常情况下,压光的温度一般控制在115℃~120℃,压力控制在150~180kg/m2,速度6—10m/min为宜。当然,在现场操作中也要根据纸板的厚度情况合理调整、掌握。值得注意的是,对于要进行压光的纸品,在纸质方面一定要有所选择,否则达不到压光质量的要求。
文章内容来源于网络,如有问题请和我联系删除!